
金剛石磨料盤刷-生產工藝流程
2019/4/10 9:25:17
詳細介紹
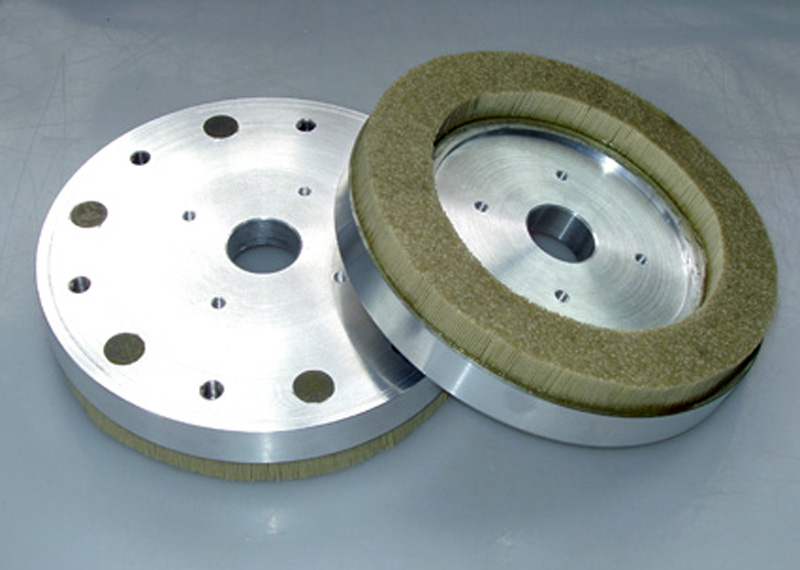
金剛石磨料盤刷----生產工藝流程簡介:
1.鋁板圓盤加工---用鋸床把厚度為25mm的鋁板材進行正方形切割,然后用車床進行外圓及平面加工, 打出連接中心孔及位置定位預留孔!正面開出圓型灌膠槽及溢膠孔! 此時完成刷拖加工!
2.用氣動切料機(簡稱切刀)把金剛石線材剪切成長度26mm均勻小段,用砂輪機休整剪切產生的多余毛邊 , 此時材料切割完成 !
3.把金剛石磨料絲均勻的排列在專用的模具內,保持排列均勻, 和刷拖膠注面要保持絕對平整,便于粘接的牢固性!
4.混合灌注膠,把環(huán)氧樹脂AB組,根據環(huán)境溫度按照合適的比例攪拌均勻, 倒入鋁合金刷拖的灌膠槽,然后在把已經排列好金剛石刷絲的模具放在刷拖上,此時一定要讓刷絲和膠面充分結合相浸入.,靜置6—8小時,然后才能把刷體與模具分離.稍微休整刷體邊緣多余的殘膠和多余的刷絲.產品就算生產完成!



